
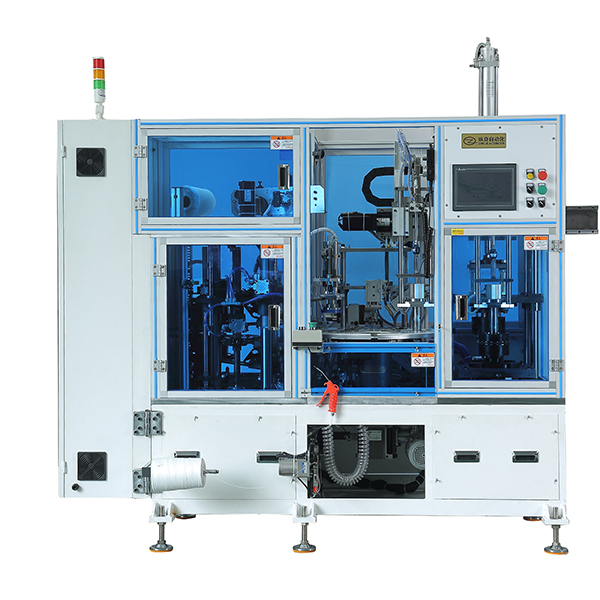


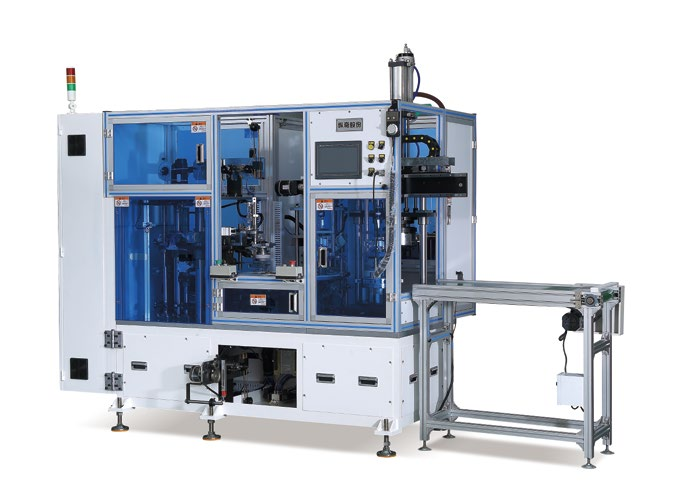
ମୋଟର ନିର୍ମାଣ ପାଇଁ ବୃତ୍ତିଗତ ଚାରି-ଷ୍ଟେସନ୍ ବାଇଣ୍ଡିଂ ମେସିନ୍
ଉତ୍ପାଦର ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକ
● ଏହି ମେସିନ୍ ଚାରି-ଷ୍ଟେସନ୍ ଟର୍ନଟେବୁଲ୍ ଡିଜାଇନ୍ ଗ୍ରହଣ କରେ; ଏହା ଦୁଇ-ପାର୍ଶ୍ୱ ବାଇଣ୍ଡିଂ, ଗଣ୍ଠି, ସ୍ୱୟଂଚାଳିତ ସୂତା କଟିବା ଏବଂ ସକ୍ସନ୍, ଫିନିସିଂ, ଏବଂ ସ୍ୱୟଂଚାଳିତ ଲୋଡିଂ ଏବଂ ଅନଲୋଡିଂକୁ ଏକୀକୃତ କରେ।
● ଏଥିରେ ଦ୍ରୁତ ଗତି, ଉଚ୍ଚ ସ୍ଥିରତା, ସଠିକ୍ ସ୍ଥିତି ଏବଂ ଶୀଘ୍ର ଛାଞ୍ଚ ପରିବର୍ତ୍ତନର ବୈଶିଷ୍ଟ୍ୟ ରହିଛି।
● ଏହି ମେସିନଟି ସ୍ୱୟଂଚାଳିତ ଷ୍ଟେଟର ଉଚ୍ଚତା ସମାୟୋଜନ, ଷ୍ଟେଟର ସ୍ଥିତିକରଣ ଡିଭାଇସ୍, ଷ୍ଟେଟର ସଙ୍କୋଚନ ଡିଭାଇସ୍, ସ୍ୱୟଂଚାଳିତ ତାର ଫିଡିଂ ଡିଭାଇସ୍, ସ୍ୱୟଂଚାଳିତ ସୂତା ଟ୍ରିମିଂ ଡିଭାଇସ୍, ଏବଂ ସ୍ୱୟଂଚାଳିତ ତାର ଭାଙ୍ଗିବା ଚିହ୍ନଟ ଡିଭାଇସ୍ ସହିତ ସଜ୍ଜିତ।
● ଡବଲ୍ ଟ୍ରାକ୍ କ୍ୟାମର ଅନନ୍ୟ ପେଟେଣ୍ଟେଡ୍ ଡିଜାଇନ୍ ବ୍ୟବହାର କରି, ଏହା ଗ୍ରୁଭ୍ଡ୍ ପେପରକୁ ହୁକ୍ କରେ ନାହିଁ, ତମ୍ବା ତାରକୁ କ୍ଷତି କରେ ନାହିଁ, ଲିଣ୍ଟ-ଫ୍ରି, ଟାଇକୁ ହରାଇ ନାହିଁ, ଟାଇ ଲାଇନ୍କୁ କ୍ଷତି କରେ ନାହିଁ ଏବଂ ଟାଇ ଲାଇନ୍ କ୍ରସ୍ କରେ ନାହିଁ।
● ହ୍ୟାଣ୍ଡ-ହ୍ୱିଲ୍ ସଠିକତା-ସଜଡ଼ାଯାଇଥିବା, ଡିବଗ୍ କରିବାକୁ ସହଜ ଏବଂ ବ୍ୟବହାରକାରୀ-ଅନୁକୂଳ।
● ଯାନ୍ତ୍ରିକ ଗଠନର ଯୁକ୍ତିଯୁକ୍ତ ଡିଜାଇନ୍ ଉପକରଣଗୁଡ଼ିକୁ ଦ୍ରୁତ ଗତିରେ ଚାଲିଥାଏ, କମ୍ ଶବ୍ଦ, ଦୀର୍ଘ ଜୀବନ, ଅଧିକ ସ୍ଥିର କାର୍ଯ୍ୟଦକ୍ଷତା ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ ସହଜ କରିଥାଏ।

ଉତ୍ପାଦ ପାରାମିଟର୍
| ଉତ୍ପାଦ ନମ୍ବର | ଏଲବିଏକ୍ସ-ଟି୩ |
| କାର୍ଯ୍ୟକାରୀ ମୁଖ୍ୟଙ୍କ ସଂଖ୍ୟା | ୧ପିସିଏସ୍ |
| ଅପରେଟିଂ ଷ୍ଟେସନ୍ | ୪ ଷ୍ଟେସନ୍ |
| ଷ୍ଟେଟରର ବାହ୍ୟ ବ୍ୟାସ | ≤ ୧୬୦ ମିମି |
| ଷ୍ଟେଟର ଭିତର ବ୍ୟାସ | ≥ 30 ମିମି |
| ସ୍ଥାନାନ୍ତର ସମୟ | 1S |
| ଷ୍ଟେଟର ଷ୍ଟାକର ଘନତା ସହିତ ଖାପ ଖୁଆଇବା | ୮ମିମି-୧୫୦ମିମି |
| ତାର ପ୍ୟାକେଜର ଉଚ୍ଚତା | ୧୦ ମିମି-୪୦ ମିମି |
| ଲାଶିଂ ପଦ୍ଧତି | ସ୍ଲଟ୍ ପରେ ସ୍ଲଟ୍, ସ୍ଲଟ୍ ପରେ ସ୍ଲଟ୍, ଫ୍ୟାନ୍ସି ଲାସିଂ |
| ଲାଶିଂ ଗତି | ୨୪ ସ୍ଲଟ୍≤୧୪ସେ. |
| ବାୟୁ ଚାପ | ୦.୫-୦.୮ଏମ୍ପିଏ |
| ବିଦ୍ୟୁତ୍ ଯୋଗାଣ | 380V ତିନି-ଫେଜ୍ ଚାରି-ତାର ସିଷ୍ଟମ୍ 50/60Hz |
| ଶକ୍ତି | ୫କିଲୋୱାଟ |
| ଓଜନ | ୧୬୦୦ କିଲୋଗ୍ରାମ |
ଗଠନ
ସ୍ୱୟଂଚାଳିତ ତାର ବାଇଣ୍ଡିଂ ମେସିନ୍ କାର୍ଯ୍ୟର ଗୁରୁତ୍ୱ
ସ୍ୱୟଂଚାଳିତ ତାର ବାଇଣ୍ଡିଂ ମେସିନ୍ ଏକ ବହୁମୁଖୀ ଉପକରଣ ଯାହାର ବହୁବିଧ କାର୍ଯ୍ୟ ଯେପରିକି ପୂର୍ବନିର୍ଦ୍ଧାରିତ ସଂଖ୍ୟାର ମୋଡ଼, ସ୍ୱୟଂଚାଳିତ ବନ୍ଦ, ଆଗକୁ ଏବଂ ପଛକୁ ଘୁରି ବୁଲାଇବା, ଏବଂ ସ୍ୱୟଂଚାଳିତ ଭୂସମାନ୍ତର ଗ୍ରୁଭ୍। ତଥାପି, ସୁଗମ ଏବଂ ନିରାପଦ କାର୍ଯ୍ୟ ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ, ମେସିନ୍ ବ୍ୟବହାର କରିବା ସମୟରେ ନିମ୍ନଲିଖିତ ମୁଖ୍ୟ ବିନ୍ଦୁଗୁଡ଼ିକ ବିଚାର କରିବାକୁ ପଡିବ:
ସଠିକ୍ ଭାବରେ ସେଟ୍ ଅପ୍ କରିବାକୁ ଥିବା ମୌଳିକ କାର୍ଯ୍ୟଗୁଡ଼ିକ ମଧ୍ୟରୁ ଗୋଟିଏ ହେଉଛି ଷ୍ଟାର୍ଟ-ଷ୍ଟପ୍ କ୍ରିପ୍ ଫଙ୍କସନ୍। ଏହି ବୈଶିଷ୍ଟ୍ୟ ପାୱାର ଅପ୍ ପରେ ଧୀର କାର୍ଯ୍ୟ ଆରମ୍ଭ କରେ ଯାହା ଫଳରେ ଟେନସନ୍ ହୋଇଥିବା ଗଠନ ଏବଂ ଏନାମେଲ୍ ତାର ଉପରେ ପ୍ରଭାବ ହ୍ରାସ ପାଇଥାଏ। ନିର୍ଦ୍ଦିଷ୍ଟ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ, ଏହାକୁ 1 ରୁ 3 ଚକ୍ର ମଧ୍ୟରେ ସେଟ୍ କରିବାକୁ ସୁପାରିଶ କରାଯାଏ। ବିପରୀତରେ, ବ୍ରେକ୍ ଆଘାତ ହ୍ରାସ କରିବା ପାଇଁ ଏବଂ ମେସିନର ସାମଗ୍ରିକ ଫିନିଶ୍ ଉନ୍ନତ କରିବା ପାଇଁ ୱାଇଣ୍ଡିଂ ଶେଷରେ ସ୍ଲୋ ଷ୍ଟପ୍ ଫଙ୍କସନ୍ ସକ୍ରିୟ କରାଯିବା ଉଚିତ।
ଅନ୍ୟ ଏକ ପ୍ରମୁଖ ବିଚାର ହେଉଛି ଡିଭାଇସର କାର୍ଯ୍ୟ ଗତି ଉପରେ ଆଧାରିତ ପାରାମିଟର ସେଟିଂ କରିବା। ପାରାମିଟରଗୁଡ଼ିକୁ 2 ~ 5 ମୋଡ଼ରେ ଆଡଜଷ୍ଟ କରିବାକୁ ଏବଂ ତାରିଂ ୱାଇଣ୍ଡିଂ ଦିଗ, ମୁଖ୍ୟତଃ ବିସ୍ଥାପନ ଏବଂ ସ୍ପିଣ୍ଡଲ୍ ଘୂର୍ଣ୍ଣନ ଦିଗ ସହିତ ଆଡଜଷ୍ଟ କରିବାକୁ ସୁପାରିଶ କରାଯାଇଛି।
ଏହା ସହିତ, ତାର ବାଇଣ୍ଡିଂ ମେସିନକୁ ସଠିକ୍ ଭାବରେ ସଂଯୋଗ କରିବା ମଧ୍ୟ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ। ଅନଲାଇନ୍ ସମାପ୍ତ ହେବା ପରେ ତୁରନ୍ତ ନୂତନ ସୂତା ଏବଂ ପୁରୁଣା ସୂତା ବାନ୍ଧିବାକୁ ସୁପାରିଶ କରାଯାଇଛି, ଏବଂ ତା'ପରେ ଆରମ୍ଭ କରିବା ପୂର୍ବରୁ ଗାଇଡ୍ ପିନ୍ କୁ ମାନୁଆଲୀ ଟାଣନ୍ତୁ। ସ୍ୱୟଂଚାଳିତ କାର୍ଯ୍ୟକ୍ଷମ ଅବସ୍ଥାରେ, ପିଞ୍ଚିଂର ବିପଦକୁ ଏଡାଇବା ପାଇଁ କଙ୍କାଳ ଗ୍ରୁଭ୍ ଏବଂ ଫିଡିଂ ଉପକରଣ ମଧ୍ୟରେ ଅଙ୍ଗଗୁଡ଼ିକୁ ରଖିବାରୁ ବଞ୍ଚନ୍ତୁ।
ପୂର୍ବରୁ ତାର ଡେଇଁବା ଏଡାଇବା ପାଇଁ ସିରାମିକ୍ସ ଖୋଲିବା ପୂର୍ବରୁ ତାର ପଥ ନିଶ୍ଚିତ କରିବା ଭଲ। ଟେନସନର୍ ଥରେ ଲାଇନ ଦେଇ ଯାଏ ତାହା ନିଶ୍ଚିତ କରିବା ଆବଶ୍ୟକ, ଏବଂ ଲାଇନକୁ ଟାଣିବା ପାଇଁ କ୍ଲିପ୍ ଅନଲୋଡିଂକୁ ମାନୁଆଲୀ ବନ୍ଦ କରିବା ଆବଶ୍ୟକ। ବିଦ୍ୟୁତ୍ ବିଫଳତା କିମ୍ବା ଜରୁରୀକାଳୀନ ବନ୍ଦ ଦୁର୍ଘଟଣା କ୍ଷେତ୍ରରେ, ପୁନଃଆରମ୍ଭ କରିବା ପାଇଁ ଏହାକୁ ପୁନଃସେଟ୍ ଏବଂ ପୁନଃ କ୍ଲାମ୍ପ କରିବାକୁ ପଡିବ।
ମେସିନ୍ ଆରମ୍ଭ କରିବା ପୂର୍ବରୁ, ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ପାୱାର ଏବଂ ସଙ୍କୁଚିତ ବାୟୁ ସହଜରେ ଉପଲବ୍ଧ ଅଛି ଏବଂ କେବଳ ମାନୁଆଲି ପୁନଃସେଟ୍ କରନ୍ତୁ। ଟ୍ରାନ୍ସଫର୍ମର କଏଲ ସ୍ୱୟଂଚାଳିତ ବାଇଣ୍ଡିଂ ମେସିନ୍ ଚଲାଇବା ସମୟରେ, ଆମକୁ ମାନୁଆଲ୍ କାର୍ଯ୍ୟ ପ୍ରତି ଧ୍ୟାନ ଦେବାକୁ ପଡିବ, ଯାହା ବିଫଳତାକୁ ବହୁ ପରିମାଣରେ ହ୍ରାସ କରିପାରିବ ଏବଂ ଉତ୍ପାଦନ ଦକ୍ଷତାକୁ ଉନ୍ନତ କରିପାରିବ।
ଗୁଆଙ୍ଗଡୋଙ୍ଗ ଜୋଙ୍ଗକି ଅଟୋମେସନ କୋ., ଲିମିଟେଡ୍ ଏକ ଜଣାଶୁଣା ଉଦ୍ୟୋଗ ଯାହା ବିଭିନ୍ନ ମୋଟର ଉତ୍ପାଦନ ଉପକରଣ ଉତ୍ପାଦନରେ ବିଶେଷଜ୍ଞ, ଯେଉଁଥିରେ ଚାରି-ହେଡ୍ ଏବଂ ଆଠ-ଷ୍ଟେସନ୍ ଭର୍ଟିକାଲ୍ ୱାଇଣ୍ଡିଂ ମେସିନ୍, ଛଅ-ହେଡ୍ ଏବଂ ବାର-ଷ୍ଟେସନ୍ ଭର୍ଟିକାଲ୍ ୱାଇଣ୍ଡିଂ ମେସିନ୍, ତାର ଏମ୍ବେଡିଂ ମେସିନ୍, ୱାଇଣ୍ଡିଂ ଏମ୍ବେଡିଂ ମେସିନ୍ ତାର ସମନ୍ୱିତ ମେସିନ୍, ତାର ବାଇଣ୍ଡିଂ ସମନ୍ୱିତ ମେସିନ୍, ରୋଟର ସ୍ୱୟଂଚାଳିତ ଲାଇନ୍, ଆକୃତି ମେସିନ୍, ଭୂଲମ୍ବ ୱାଇଣ୍ଡିଂ ମେସିନ୍, ସ୍ଲଟ୍ ପେପର୍ ମେସିନ୍, ତାର ବାଇଣ୍ଡିଂ ମେସିନ୍, ମୋଟର ଷ୍ଟେଟର ସ୍ୱୟଂଚାଳିତ ଲାଇନ୍, ସିଙ୍ଗଲ୍-ଫେଜ୍ ମୋଟର ଉତ୍ପାଦନ ଉପକରଣ, ତିନି-ଫେଜ୍ ମୋଟର ଉତ୍ପାଦନ ଉପକରଣ ଅନ୍ତର୍ଭୁକ୍ତ। ଆଗ୍ରହୀ ଗ୍ରାହକମାନେ ଅଧିକ ସୂଚନା ପାଇଁ ସେମାନଙ୍କର ୱେବସାଇଟ୍ ପରିଦର୍ଶନ କରିପାରିବେ।
