
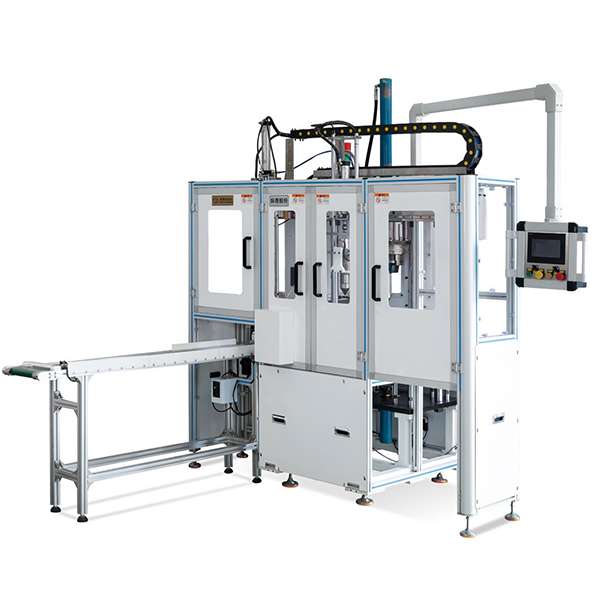

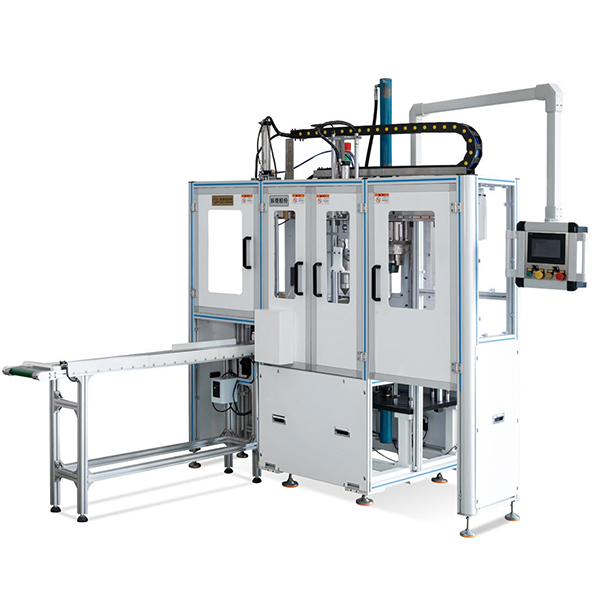
ମଧ୍ୟବର୍ତ୍ତୀ ଆକୃତି ମେସିନ୍ (ମାନପୁଲେଟର ସହିତ)
ଉତ୍ପାଦର ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକ
● ଏହି ମେସିନଟି ଏକ ପୁନଃଆକୃତି ମେସିନ୍ ଏବଂ ଏକ ସ୍ୱୟଂଚାଳିତ ପ୍ରତିରୋପଣ ମାନିପୁଲେଟର୍ ସହିତ ସମନ୍ୱିତ। ଅନ୍ତ ସଙ୍କୋଚନର ଆଭ୍ୟନ୍ତରୀଣ ପ୍ରସାରଣ, ଆଉଟସୋର୍ସିଂ ଏବଂ ଆକୃତି ନୀତି ଡିଜାଇନ୍।
● ଏକ ଶିଳ୍ପ ପ୍ରୋଗ୍ରାମେବଲ୍ ନିୟନ୍ତ୍ରକ PLC ଦ୍ୱାରା ନିୟନ୍ତ୍ରିତ; ଏନାମେଲ୍ ତାରକୁ ଖସିଯିବା ଏବଂ ଉଡ଼ିବା ବ୍ୟବସ୍ଥା କରିବା ପାଇଁ ପ୍ରତ୍ୟେକ ସ୍ଲଟରେ ଗୋଟିଏ ମାଉଥଗାର୍ଡ ପ୍ରବେଶ କରାଇବା; ଏନାମେଲ୍ ତାରକୁ ଭାଙ୍ଗିଯିବାରୁ, ସ୍ଲଟ୍ ପେପରର ତଳ ଭାଗ ଭାଙ୍ଗିଯିବାରୁ ଏବଂ କ୍ଷତି ହେବାରୁ ପ୍ରଭାବଶାଳୀ ଭାବରେ ରୋକିବା; ବାଇଣ୍ଡିଂ ପୂର୍ବରୁ ଷ୍ଟେଟରର ଆକାରକୁ ପ୍ରଭାବଶାଳୀ ଭାବରେ ସୁନିଶ୍ଚିତ କରିବା ସୁନ୍ଦର ଆକାର।
● ପ୍ରକୃତ ପରିସ୍ଥିତି ଅନୁସାରେ ତାର ପ୍ୟାକେଜର ଉଚ୍ଚତାକୁ ସଜାଡ଼ିହେବ।
● ମେସିନଟି ଏକ ଶୀଘ୍ର ଛାଞ୍ଚ ପରିବର୍ତ୍ତନ ଡିଜାଇନ୍ ଗ୍ରହଣ କରେ; ଛାଞ୍ଚ ପରିବର୍ତ୍ତନ ଶୀଘ୍ର ଏବଂ ସୁବିଧାଜନକ।

ଉତ୍ପାଦ ପାରାମିଟର୍
| ଉତ୍ପାଦ ନମ୍ବର | ଜେଡଜେଡଏକ୍ସ-୧୫୦ |
| କାର୍ଯ୍ୟକାରୀ ମୁଖ୍ୟଙ୍କ ସଂଖ୍ୟା | ୧ପିସିଏସ୍ |
| ଅପରେଟିଂ ଷ୍ଟେସନ୍ | 1ଟି ଷ୍ଟେସନ୍ |
| ତାର ବ୍ୟାସ ସହିତ ଖାପ ଖୁଆଇବା | ୦.୧୭-୧.୨ ମିମି |
| ଚୁମ୍ବକ ତାର ସାମଗ୍ରୀ | ତମ୍ବା ତାର/ଆଲୁମିନିୟମ୍ ତାର/ତମ୍ବା ଆଚ୍ଛାଦିତ ଆଲୁମିନିୟମ୍ ତାର |
| ଷ୍ଟେଟର ଷ୍ଟାକର ଘନତା ସହିତ ଖାପ ଖୁଆଇବା | ୨୦ ମିମି-୧୫୦ ମିମି |
| ସର୍ବନିମ୍ନ ଷ୍ଟେଟର ଭିତର ବ୍ୟାସ | ୩୦ ମିମି |
| ସର୍ବାଧିକ ଷ୍ଟେଟର ଭିତର ବ୍ୟାସ | ୧୦୦ ମିମି |
| ବାୟୁ ଚାପ | ୦.୬-୦.୮ଏମ୍ପିଏ |
| ବିଦ୍ୟୁତ୍ ଯୋଗାଣ | ୨୨୦ଭି ୫୦/୬୦ହର୍ଟଜ୍ (ଏକକ ପର୍ଯ୍ୟାୟ) |
| ଶକ୍ତି | ୪କିଲୋୱାଟ |
| ଓଜନ | ୧୫୦୦କିଲୋଗ୍ରାମ |
| ପରିମେୟ ପରିସର | (L) ୨୬୦୦* (W) ୧୧୭୫* (H) ୨୪୪୫ମିମି |
ଗଠନ
1. ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ବିଚାର
- ଅପରେଟରଙ୍କୁ ମେସିନର ଗଠନ, କାର୍ଯ୍ୟଦକ୍ଷତା ଏବଂ ବ୍ୟବହାର ବିଷୟରେ ପୂର୍ଣ୍ଣ ଜ୍ଞାନ ରହିବା ଉଚିତ।
- ଅନଧିକୃତ ବ୍ୟକ୍ତିଙ୍କୁ ମେସିନ୍ ବ୍ୟବହାର କରିବା ପାଇଁ ସମ୍ପୂର୍ଣ୍ଣ ନିଷେଧ।
- ପ୍ରତ୍ୟେକ ଥର ପାର୍କିଂ କରିବା ସମୟରେ ମେସିନକୁ ସଜାଡ଼ିବାକୁ ପଡିବ।
- ମେସିନ୍ ଚାଲୁଥିବା ସମୟରେ ଅପରେଟରଙ୍କୁ ତାହା ଛାଡିବାକୁ ବାରଣ କରାଯାଇଛି।
2. କାମ ଆରମ୍ଭ କରିବା ପୂର୍ବରୁ ପ୍ରସ୍ତୁତି
- କାମ କରୁଥିବା ପୃଷ୍ଠକୁ ସଫା କରନ୍ତୁ ଏବଂ ଲୁବ୍ରିକେଟିଂ ଗ୍ରୀସ୍ ଲଗାନ୍ତୁ।
- ପାୱାର ଚାଲୁ କରନ୍ତୁ ଏବଂ ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ପାୱାର ସିଗନାଲ ଲାଇଟ୍ ଜଳୁଛି।
3. କାର୍ଯ୍ୟ ପ୍ରଣାଳୀ
- ମୋଟରର ଘୂର୍ଣ୍ଣନର ଦିଗ ଯାଞ୍ଚ କରନ୍ତୁ।
- ଫିକ୍ସଚରରେ ଷ୍ଟେଟର ସଂସ୍ଥାପନ କରନ୍ତୁ ଏବଂ ଷ୍ଟାର୍ଟ ବଟନ୍ ଦବାନ୍ତୁ:
A. ଆକାର ଦେବା ପାଇଁ ଷ୍ଟେଟରକୁ ଫିକ୍ସଚର ଉପରେ ରଖନ୍ତୁ।
B. ଷ୍ଟାର୍ଟ ବଟନ୍ ଦବାନ୍ତୁ।
ଗ. ନିମ୍ନ ଛାଞ୍ଚଟି ସ୍ଥାନରେ ଅଛି କି ନାହିଁ ନିଶ୍ଚିତ କରନ୍ତୁ।
D. ଆକାର ଦେବା ପ୍ରକ୍ରିୟା ଆରମ୍ଭ କରନ୍ତୁ।
E. ଆକାର ଦେବା ପରେ ଷ୍ଟେଟରକୁ ବାହାର କରନ୍ତୁ।
4. ବନ୍ଦ କରିବା ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ
- କାର୍ଯ୍ୟକ୍ଷେତ୍ରକୁ ସଫା ରଖିବା ଉଚିତ, ତାପମାତ୍ରା 35 ଡିଗ୍ରୀ ସେଲସିୟସରୁ ଅଧିକ ନ ରହିବା ଉଚିତ ଏବଂ ଆପେକ୍ଷିକ ଆର୍ଦ୍ରତା 35%-85% ମଧ୍ୟରେ ରହିବା ଉଚିତ। ଏହି ଅଞ୍ଚଳ କ୍ଷୟକାରୀ ଗ୍ୟାସରୁ ମଧ୍ୟ ମୁକ୍ତ ରହିବା ଉଚିତ।
- କାମ ନ କଲେ ମେସିନକୁ ଧୂଳି ଏବଂ ଆର୍ଦ୍ରତା ପ୍ରତିରୋଧୀ ରଖିବା ଉଚିତ।
- ପ୍ରତ୍ୟେକ ସ୍ଥାନାନ୍ତର ପୂର୍ବରୁ ପ୍ରତ୍ୟେକ ଲୁବ୍ରିକେଟିଂ ପଏଣ୍ଟରେ ଲୁବ୍ରିକେଟିଂ ଗ୍ରୀସ୍ ଯୋଡାଯିବା ଆବଶ୍ୟକ।
- ମେସିନକୁ ଆଘାତ ଏବଂ କମ୍ପନ ଉତ୍ସରୁ ଦୂରରେ ରଖିବା ଉଚିତ।
- ପ୍ଲାଷ୍ଟିକ୍ ଛାଞ୍ଚ ପୃଷ୍ଠ ସର୍ବଦା ସଫା ରହିବା ଉଚିତ ଏବଂ କଳଙ୍କି ଦାଗ ଅନୁମତି ନାହିଁ। ବ୍ୟବହାର ପରେ ମେସିନ୍ ଉପକରଣ ଏବଂ କାର୍ଯ୍ୟକ୍ଷେତ୍ର ସଫା କରାଯିବା ଉଚିତ।
- ପ୍ରତି ତିନି ମାସରେ ବୈଦ୍ୟୁତିକ ନିୟନ୍ତ୍ରଣ ବାକ୍ସ ଯାଞ୍ଚ ଏବଂ ସଫା କରାଯିବା ଉଚିତ।
5. ସମସ୍ୟା ନିବାରଣ
- ଫିକ୍ସଚରର ସ୍ଥିତି ଯାଞ୍ଚ କରନ୍ତୁ ଏବଂ ଷ୍ଟେଟରଟି ବିକୃତ କିମ୍ବା ମସୃଣ ନୁହେଁ କି ନାହିଁ ତାହା ସଜାଡ଼ନ୍ତୁ।
- ଯଦି ମୋଟର ଭୁଲ ଦିଗରେ ଘୂରୁଥାଏ, ତେବେ ମେସିନକୁ ବନ୍ଦ କରନ୍ତୁ, ଏବଂ ବିଦ୍ୟୁତ୍ ଉତ୍ସ ତାରଗୁଡ଼ିକୁ ପରିବର୍ତ୍ତନ କରନ୍ତୁ।
- ମେସିନ୍ କାର୍ଯ୍ୟ ଜାରି ରଖିବା ପୂର୍ବରୁ ଉପୁଜୁଥିବା ସମସ୍ୟାଗୁଡ଼ିକର ସମାଧାନ କରନ୍ତୁ।
6. ସୁରକ୍ଷା ବ୍ୟବସ୍ଥା
- ଆଘାତ ଏଡାଇବା ପାଇଁ ଗ୍ଲୋଭସ୍, ଚଷମା ଏବଂ ଇୟରମଫ୍ ଭଳି ଉପଯୁକ୍ତ ସୁରକ୍ଷା ସାମଗ୍ରୀ ପିନ୍ଧନ୍ତୁ।
- ମେସିନ୍ ଆରମ୍ଭ କରିବା ପୂର୍ବରୁ ପାୱାର ସ୍ୱିଚ୍ ଏବଂ ଜରୁରୀକାଳୀନ ଷ୍ଟପ୍ ସ୍ୱିଚ୍ ଯାଞ୍ଚ କରନ୍ତୁ।
- ମେସିନ୍ ଚାଲୁଥିବା ସମୟରେ ମୋଲ୍ଡିଂ ଏରିଆ ଭିତରକୁ ହାତ ପକାନ୍ତୁ ନାହିଁ।
- ଅନୁମତି ବିନା ମେସିନକୁ ଅଲଗା କରନ୍ତୁ ନାହିଁ କିମ୍ବା ମରାମତି କରନ୍ତୁ ନାହିଁ।
- ତୀକ୍ଷ୍ଣ ଧାରରୁ ଆଘାତ ଏଡାଇବା ପାଇଁ ଷ୍ଟେଟରଗୁଡ଼ିକୁ ସତର୍କତାର ସହିତ ବ୍ୟବହାର କରନ୍ତୁ।
- ଜରୁରୀକାଳୀନ ପରିସ୍ଥିତିରେ, ତୁରନ୍ତ ଜରୁରୀକାଳୀନ ବନ୍ଦ ସ୍ୱିଚ୍ ଦବାନ୍ତୁ ଏବଂ ତା'ପରେ ପରିସ୍ଥିତିର ମୁକାବିଲା କରନ୍ତୁ।




